





国产热电偶点焊机MES TL-WELD直径3mm以内线材焊点加工
焊接是热电偶生产过程的重要工艺之一,国产TL-WELD碰焊机为热电偶焊点加工生产,焊接线径范围0.10~3mm,性价比高,操作人员无特殊技术要求, 只稍作培训, 大多数人就可以生产出合格产品。

咨询电话:18823303057[ 点击直接拨打 ||微信同号]
在线QQ:2104028976
热电偶是温度测量中应用范围最为广泛的温度传感元件之一,它一般由两根不同材质的导线组成,一条是铜线,另一条是铜镍线(即康铜线)。批量生产出来的热电偶测温线是分叉的,在使用之前需要焊接加工焊点。热电偶点焊机就是为焊点加工作业而设计生产,主要用来生产工业级热电偶接口, 也适用于大量敞开式接口热电偶户。对于国产品牌MES TL-WELD点焊机,操作人员无特殊技术要求, 只稍作培训, 大多数人就可以生产出合格产品。同时,TL-WELD焊接机还可以用于连接金属丝和金属表面等用途。
对影响热电偶感温线在测试温度时产生的测量误差有两点——线的材质和焊点(焊球)质量。当热电偶线的两个材料成分确定后,热电势的大小只与热电偶的接球电温度差有关,与热电偶的长度和直径无关,因此焊点的处理往往是测量精度的关键。国产MES TL-WELD热电偶点焊机可轻松做出高质量焊点,操作便利,比进口品牌有很高的性价比优势。
国产热电偶点焊机MES TL-WELD技术规格
有效焊接范围:0.10-3.00mm线径
操作模式:有氩气焊接、无氩气焊接
输入电压:AC 220V,50HZ
尺寸重量:280mm X 238mm X 90mm,重量约5Kg
标准配件:主机及电源线、电焊钳、保护眼镜、备用碳极、险管和调批各一个、脚踏开关
TL-WELD点焊机操作说明书http://www.testeb.com/download/202404/MES_TL-WELD_manual.pdf
MES TL-WELD热电偶碰焊机操作方法
有氩气焊接
接通氩气管线,接电源线并插上电源(使用内置电源时这步不用),打开电源开关POWER键
根据要焊接的热电偶线径粗细来调节好所需的热能(调节LEVEL旋钮定位),选择AUTO/MAN键(一般使用MAN档)
打开氩气并调试AIR PRESSURE旋钮到适当位置
连接脚踏开关(接REMOTE端口),插上电焊钳(插到OUT输出端),戴上防护眼镜
用电焊钳同时夹住要焊的两根裸热电偶线
最后启动脚踏开关并把夹好的热电偶线往焊接电极上碰进行焊接,完美的焊球就出来了
无氩气焊接
连接电源,打开电源开关,调节LEVEL旋钮定位
插上电焊钳,戴上防护眼镜,夹住要焊的两根裸热电偶线,最后把夹好的热电偶线往焊接电极上碰进行焊接
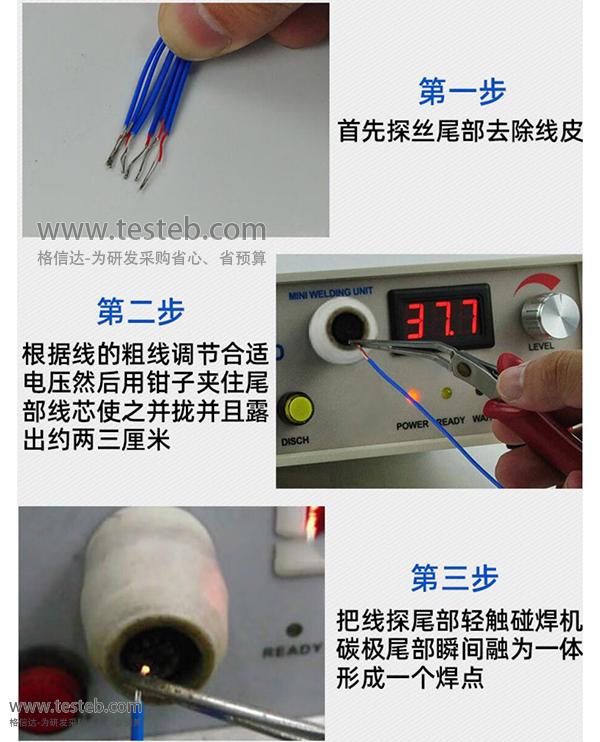
注:焊接前先将线材剥皮3~5厘米左右,夹住两根裸热电偶线应尽量并拢,外端平齐,同时线外端与钳夹咀保持一定距离,一般露出约2cm~3cm,距离短时会造成焊接时因线体收缩成球时沾上钳子,距离长时会造成焊球离线体之间的裸线过长,破坏美观和裸线过长容易短接影响测量。严禁在没有配戴保护眼镜去焊接操作,以免造成眼睛损伤。
国产台湾MES TL-WELD热电偶点焊机按键功能及部件解析
1. POWER键:电源启动开关。当开关接通时POWER键有灯亮和灯不亮两种情况,灯点亮表示连接外接电源供电使用,灯不亮就表示内部充电电池供电使用。
2. AUTO/MAN键:氩气控制模式开关。AUTO为自动送氩气模式,MAN为手动控制操作模式。在MAN模式状态下通过REMOTE键遥控操作控制氩气的送与关来达到节省资源的目的,建议在一般使用时设定在MAN模式。
3. DISCH键:手动调节焊接热量按键,当热量需从高点转换调节到低点使用时应先按该键释放多余热量直到WAIT灯亮为止(HEAT屏幕数值也会实时变化),请小心使用该键/WAIT灯亮禁止按下DISCH键,长按会导致内部器件或电源损坏。
4. 焊接电极:该电极和氩气保护罩是根据对焊接出高质量热电偶时所需的氩气保护装置和操作便利化所定做,在方便使用时更方便配件耗材的更换。当READY灯亮时,OUT键连接的焊接钳夹住待焊的热电偶线往电极触焊,焊接时为防止伤害眼睛请配戴防护眼镜。
5. HEAT屏幕:实时热量数值显示,通过观看屏幕数值更加准确定位焊接不同大小线径的热电偶所需的热量,避免传统的操作不便;同时在调节LEVEL旋钮时更能直观清楚得知热量到达的实际程度,避免传统机子由于受LEVEL旋钮质量问题带来的不便。
6. READY指示灯:该指示灯亮时,表示可进入焊接状态,焊接操作有效。
7. WAIT指示灯:该指示灯亮时,表示热量能量正在充或放,为非焊接状态。
8. BAT指示灯:该指示灯亮时,表示供电电力不足,请充电或外接电源。
9. LEVEL旋钮:热量大小控制旋钮,由于焊接时不同的热电偶线径大小所需的热量不同,调节LEVEL旋钮到适当的位置得所需的热能,同时操作DISCH键和观看HEAT屏幕显示值来配合精准的定位。
10. OUT输出端口:焊接电源输出端口,连接电焊钳钳夹热电偶线触碰焊接电极进行焊接操作。
11. REMOTE:脚踏开关连接端口,配合AUTO/MAN氩气控制模式设为MAN状态时使用,作氩气输出的手动开关控制。
12. AIR PRESSURE旋钮:调节电极保护氩气输出的大小,同时在REMOTE脚踏开关操作时,调节该旋钮到适当的位置可有效地抑制氩气输出瞬间气压的冲力。
13. AIR IN输入端口:氩气输入端口。
14. INPUT插座端口:外接电源输入端口,输入电压为AC 90-265V / 50-60HZ。
相关产品热电阻/热电偶

