



导线热剥钳手柄100C平口刀头通用剥细线粗线100A细孔100B粗孔薄层绝缘线剥皮
国产导线热剥钳手柄内置4根发热芯,集中发热在刀口上,在短时间内升温到设定温度,满足各种高低温绝缘线剥皮需求,100C平型刀口通用款不受特定规格限制,100A小孔径刀头和100B常规孔径钳子剥线孔制作精密,完全与线缆的线芯贴合,保护线芯并将绝缘体剥离,手柄内置剥线长度控制器以方便统一规格,握把采用优质隔热绝缘材质,确保操作使用安全。

咨询电话:18823303057[ 点击直接拨打 ||微信同号]
在线QQ:2104028976
国产导线热剥器设计精良,适用于热剥不同绝缘层材料的导线。AT-100电热剥器主机前面板具有ON/OFF 电源开关、LED 指示灯、热剥器温度控制钮和“HI/LO”输出插口,功率45W,与手柄输出接头处电压为AC 5V,正常工作电流为2-5A,可调温度范围130℃~780℃。100A/100B/100C热剥钳手柄内置发热丝使刀头的热效率大大提升且功耗较低,且抗高温、抗氧化、耐磨损,不损伤、不烧焦、不粘连导线,手柄内置剥线长度控制器方便统一规格,可以完全满足您的生产工艺要求,为军工企业和电子生产企业的优良选择。
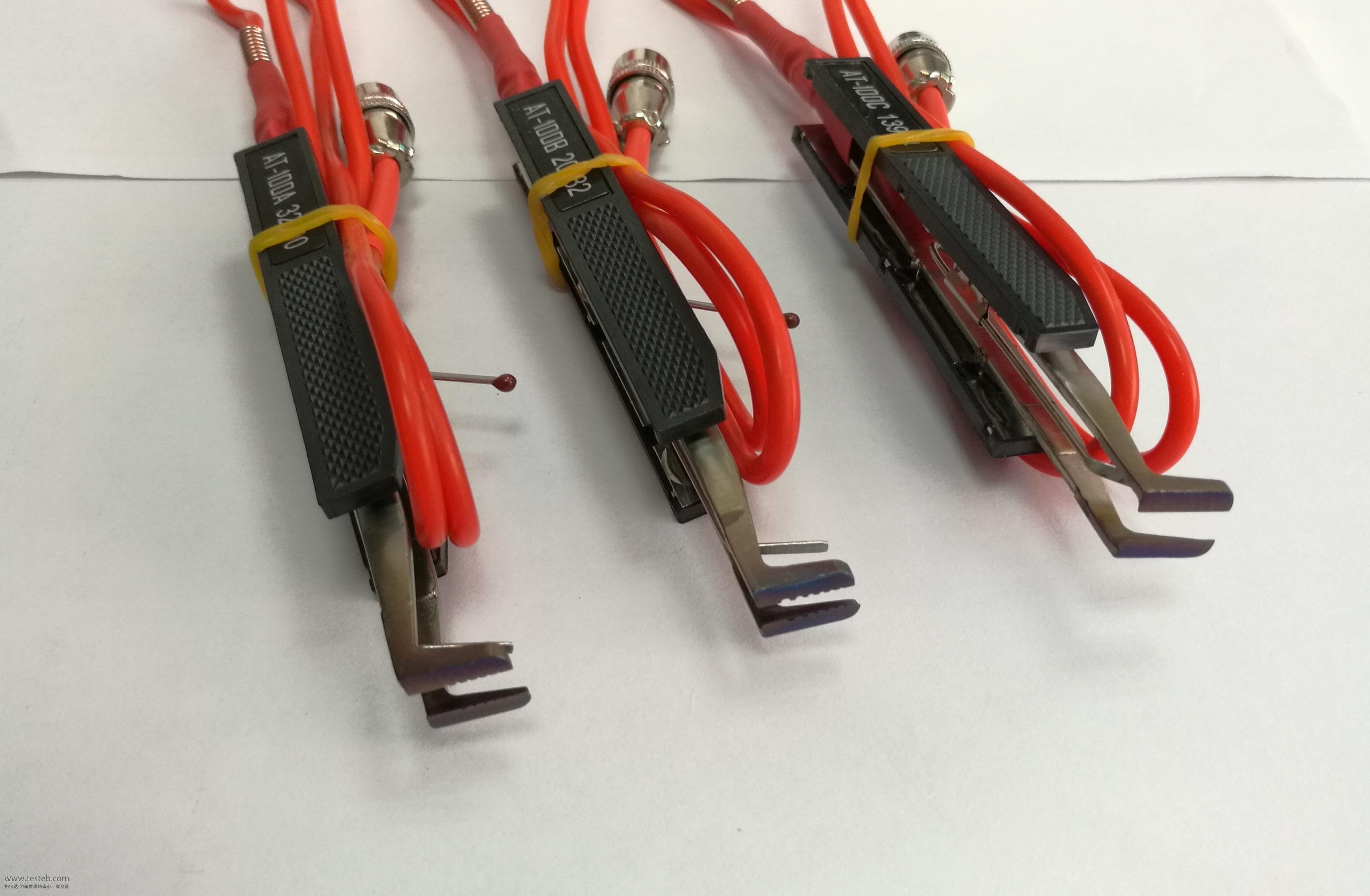
ARCUS 100A/100B/100C热剥钳手柄特点
工作温度可达780℃ 以上,手柄内置4根发热芯,集中发热在刀口上
能够在短时间内升温到用户设定的温度,可以满足当前或未来对于热剥温度的要求
前端的剥线孔径制作精密,完全与线缆的线芯贴合,保护线芯并将绝缘体剥离
可剥除各种绝缘层材料如:PVC塑料、Nylon尼龙、Polyethylene、Tefzel、Teflon特氟龙、Silicone、Rubber
100A细线手柄用于0.15mm~0.61mm线径,100B手柄钳子常规处理直径0.38mm~1.22mm导线
100C通用平行刀口不受特定线径限制,可剥特细线或粗线及排线,另有100K热剥刀用于特粗线及热刮、热切铲等操作
手柄内置剥线长度控制器,方便您统一产品的工艺要求
手柄手持部分采用优质隔热绝缘材质,确保您使用安全
本手柄使用寿命长,可节省重复采购时间和成本
导线热剥器温度设定选择
根据导线和线缆的构成材质和厚度的不同,每个特定产品可能使用的档位不一样,下表的设定可作为参考。如果不了解绝缘层的类型,那么就从LO档的“1”开始逐渐增加温度,直到剥线器具有足够的热量可以穿透绝缘层而没有熔化或燃烧。在这个恰当的温度下,剥离的绝缘层不会粘在剥线器上,也不会产生冒烟现象。
使用LO低温档:PVC塑料——2.5档、Polyethylene聚乙烯——4.0档、Nylon尼龙——5.0档、Kynar氟聚合物——8.0档
使用HI高温档:Tefzel乙烯及四氟乙烯共聚物——1.0档、Silicone硅塑料——6.0档、Teflon聚四氟乙烯特氟隆——7.0档
AT-100国产导线热剥器系列规格参数
| 电源主机 |
ARCUS AT-100主机220V 50/60HZ 功率35W,小巧简洁,可调温度范围130℃-780℃ 具有ON/OFF电源开关、LED指示灯、 强加热时间调节钮、手柄温度控制钮和“HI/LO”输出插口,并具有一个手柄放置架 电源适配器提供一个隔离的、低压输出端口以用于安全操作 |
| 手柄 |
手柄内侧有剥线长度定位器,使剥线作业精确,批产一致 外形轻巧、操作灵活、方便在狭小空间内使用 内嵌发热丝,结构设计合理,减少刀头热损耗及降低塑料手柄热度 选材精良,提高使用可靠性、精密加工保障产品使用寿命 |
|
刀头 (与手柄一体) |
100A细线刀头:线规AWG 36/32/30/28/26/24(0.15mm/0.24/0.30/0.38/0.48/0.61mm),套装AT-100A 100B常规刀头:AWG 28/26/24/22/20/18(直径0.38mm/0.48/0.61/0.76/0.97/1.22mm),套装AT-100B 100C通用平型刀口:剥特细线、或特粗线Φ6.3mm粗线以内(更粗用100K热刀),AT-100C热剥器套装 手柄尺寸113×12.5×23mm 、刀头长宽尺寸14mm×7mm |
| 热剥刀 |
100K热工刀:手柄长123mm,刀部长24mm,套装AT-100K 广泛应用于需要热切、热剥、热铲、热刮等精细操作场合,适用于灌封、涂覆的热去除,大线径导线剥皮等。 能简化操作过程,提高生产效率 高性能发热刀头,具有抗氧化、抗腐蚀特性 内嵌式发热丝完全密封在刀头内能,有效提高热效率及减少热损耗 刀口钝化,能有效避免操作时对人体及工件的损伤 外形轻巧,操作灵活方便,在狭小空间内使用 |
ARCUS热剥器规格说明书http://www.testeb.com/download/202503/ARCUS_AT-100_AT-5_AT-6.pdf
国产导线热剥器与美国MEISEI替代型号对比表格
| 国产型号 | 美国MEISEI | 适用范围(AT-100及M-10系列均为普通款,如需ESD防静电请选择MEISEI M-20热剥器) |
|
AT-100A套装 100A手柄钳子 |
M10-4A套装 MOD 4A手柄 |
细线剥皮,AWG 36/32/30/28/26/24号线规,直径0.15mm/0.24/0.30/0.38/0.48/0.61mm槽口 |
|
AT-100B套装 100B手柄钳子 |
M10-4B套装 MOD 4B手柄 |
常规线径,AWG 28/26/24/22/20/18号线规,直径0.38mm/0.48/0.61/0.76/0.97/1.22mm槽口 |
|
AT-100C套装 100C手柄钳子 |
M10-4C套装 MOD 4C手柄 |
通用平口刀头,无槽孔,剥特细线及排线、直径6mm以内导线 |
|
AT-100K套装 100K手柄钳子 |
M10-2A套装 MOD 2A手柄 |
热切、热刮铲等,适用于灌封、涂覆的热去除以及特粗大导线剥皮 |
导线热剥器操作概要说明
一、初始状态:当购入仪器后,请检查每个配件的完整性,拆下包装后,请将手柄放入电源的固定器上,并将手柄插头插入电源插座。
二、剥线长度限定:请在开机前调节剥线的长度,重新调整时需在尖端冷却后进行以避免意外的烧伤。用手去调节手柄后面的尖端,将长度调节到合适的位置。不要去调节前方阻片。如果长度没有特殊要求,将它向后移动,以不阻挡你的使用为宜。
三、设备运行:使用时确保手柄插头已经插好再打开电源开关,将温度控制旋钮调节到你需要的合适温度,这个时候从固定器中取出手柄,手柄发热后可以进行使用。
四、剥线操作过程
1. 用右手握着手柄,剥头刀口朝上,刀背面正对操作者以看清适合的孔径,将导线与手柄排成一排并正确的放置导线
2. 夹紧线缆,旋转手柄大约15°以消除任何的绝缘体残留,在转动刀口过程中不能过分用力夹紧,以免在导线上留刻痕
3. 从手柄中移除导线并用手将剥下来的绝缘层拉掉。规范操作是用手拉脱剥离的绝缘端头,建议不要用夹持刀头直接拉脱绝缘皮,以免损伤导线芯线及刀头。如果是考虑剥线效率,请在拉脱时把握好力度以及预估可能导致的使用寿命减损
五、结束工作:当使用过程中,短暂的停止使用,可以将手柄放入固定器中进入待机状态,长时间停止使用,请将开关电源关闭,以延长热剥器的使用寿命。
相关产品热剥器剥线钳

